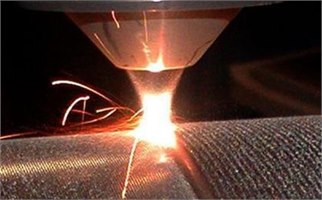
激光熔覆

激光熔覆是指以不同的填料方式(同步送粉或预置粉末)在被涂覆基体表面上放置所选择的涂层材料,利用高能激光束辐照,涂层材料与基体材料成冶金结合,从而显著改善基体材料表面的耐热、耐蚀、耐磨、抗氧化等特性。
- 型号/规格 无
- 样品编号 3
- 产品价格 面议
详细介绍
详细参数
|
运行环境 |
|
|
内容 |
参数 |
|
供电电压 |
220V |
|
整机功耗 |
5000W(含冷水机) |
|
安放环境 |
平整、无振动、无冲击 |
|
工作环境温度 |
0℃~40℃ |
|
工作环境湿度 |
≤80% |
|
光学参数 |
|
|
内容 |
参数 |
|
连续输出功率 |
>3000 W |
|
中心波长(nm) |
800-1100 |
|
工作距离(mm) |
>300 |
|
光斑尺寸(mm) |
1.5×16 |
|
冷却方式 |
水冷 |
|
机械臂参数 |
|
|
内容 |
参数 |
|
型号 |
M20iA(可选配) |
|
重量(Kg) |
20kg |
|
半径(mm) |
1811mm |
|
重复精度(mm) |
±0.08 |
|
变位器参数 |
|
|
旋转半径(mm) |
1200 |
|
旋转速度(m) |
0-20转(可连续可调) |
|
旋转功率(w) |
3000 |
|
工作长度(mm) |
200-3000(可连续可调) |
|
承重(kg) |
2600 |
|
变位器旋转平台 |
2000 |
|
行走导轨(mm) |
2000 |
|
行走导轨功率(w) |
2000(直流)伺服电机 |
激光熔覆概述
激光熔覆是一种表面改性技术,又称激光熔敷或激光包覆。激光熔覆通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成与其为冶金结合的添料熔覆层。
具体来说激光熔覆技术是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材料经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低,与基体成冶金结合的表面涂层,显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素。
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料。与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,而且可控性好,可实现三维自动加工,加工质量高。因此,激光熔覆技术应用前景十分广阔,而且世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视
激光熔覆工艺
- 按熔覆材料的供给方式激光熔覆工艺大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
- 预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉、丝、板的形式加入,其中以粉末的形式最为常用。
- 同步式激光熔覆则是将熔覆材料直接送入激光束中,使供料和熔覆同时完成。熔覆材料主要也是以粉末的形式送入,有的也采用线材或板材进行同步送料。
- 预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔化---后热处理。
- 同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---送料激光熔化---后热处理。
- 按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理方法、熔覆材料的供料方法、预热和后热处理。